
¿Cómo evitar la fuga de la bolsa del filtro del colector de polvo y mantener una emisión baja?
2024-09-27
La fabricación debolsas de filtroDebe ser a prueba de fugas a medida que crean agujeros en la costura y, por lo tanto, corren el riesgo de aumentar las emisiones de la casa de bolsa durante la operación. La prevención de fugas asegura que las casas de bolsa logren consistentemente bajas emisiones. Discutiremos cómo detectar y abordar fugas en casas de bolsa en un artículo separado.
1 medidas de prevención de fugas de la bolsa de filtro
1.1 proceso de fusión
La fusión en caliente puede resolver los problemas de las rebabas, hilos sueltos, agujeros y otros problemas que ocurren en la costura tradicionalbolsas de filtro, especialmente los agujeros en el cuerpo de la bolsa, la eficiencia es aproximadamente 5 veces la de la costura tradicional, y tiene las ventajas de incluso costura y unión fuerte. Sin embargo, no todas las bolsas de filtro se pueden coser con el proceso de fusión en caliente, generalmente fibra de una sola capa, las bolsas de filtro de fibra termoplástica se pueden coser con el proceso de fusión en caliente. La Figura 1.1 muestra el diagrama esquemático de la bolsa de filtro después del tratamiento con fusión en caliente. Después del tratamiento con fundición en caliente, no hay agujeros en las juntas de la bolsa de filtro, y no hay riesgo de penetración de polvo fino a través de los agujeros. Por lo tanto, en las mismas condiciones de prueba, la bolsa de filtro de fundición en caliente tiene la mayor eficiencia de filtración.
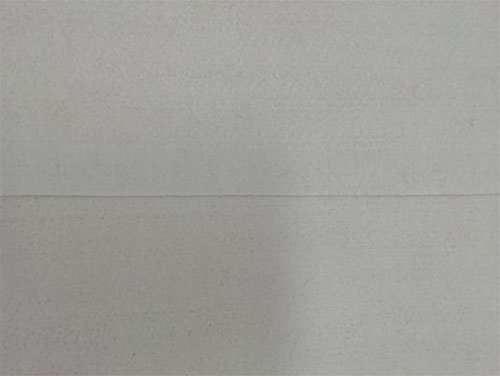
Figura 1.1 Diagrama esquemático de la bolsa de filtro después del tratamiento con fusión en caliente
1.2 Proceso de recubrimiento
Cuando no es posible la costura de fusión en caliente y se usa la costura de hilos, los agujeros se dejan inevitablemente en la bolsa del filtro. A menudo se usa un proceso de recubrimiento en la industria para evitar fugas en las bolsas de filtro. El proceso de recubrimiento comienza con la selección de un sellador apropiado para condiciones complejas de gases de combustión. Esto se logra a través de un enfoque de tres puntas: evaluación de laboratorio, ensayos de producción y experiencia en ingeniería. Una vez que se ha identificado un sellador adecuado, se emplea un equipo de recubrimiento de bolsa automático para aplicar una capa de sellador a los agujeros de rosca de costura en la bolsa. Esto garantiza la estabilidad y la uniformidad de la superficie del producto recubierto y optimiza el sellado de agujero de ras de pájaro. Los estudios han demostrado que la eficiencia de filtración de las bolsas recubiertas es similar a la de las bolsas de filtro de fusión en caliente.
La Figura 1.2 muestra un diagrama esquemático de los agujeros de la bolsa antes y después del recubrimiento.

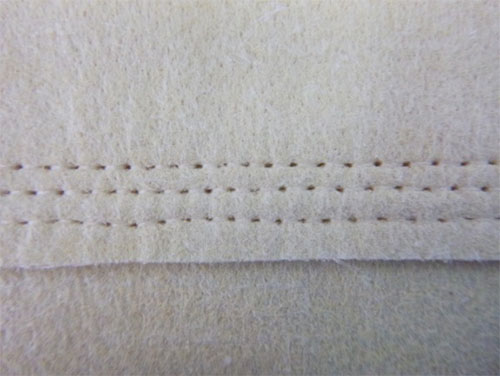
Figura 1.2 Diagrama esquemático de los agujeros de la bolsa antes y después del recubrimiento (diagrama superior con adhesivo, diagrama inferior sin adhesivo)
1.3PTFE PROCESO DE LAMINACIÓN DE LA CINTA PARA SELAR PENOS
Un método adicional para prevenir la fuga es el sellado de los agujeros a través de la utilización del proceso de laminación de cinta PTFE. A pesar del hecho de que la cinta PTFE es un material resistente al calor y químicamente estable, todavía existe la posibilidad de que pueda separarse del sustrato cuando se adhiere a él por laminación caliente. Una vez que la cinta PTFE se retira por completo, todavía existe la posibilidad de que el polvo impregna los alfileres. Como se ilustra en la Figura 1.3, esta es una representación esquemática de los agujeros en el cuerpo delbolsa de filtroSiguiendo el proceso de sellado con cinta PTFE.
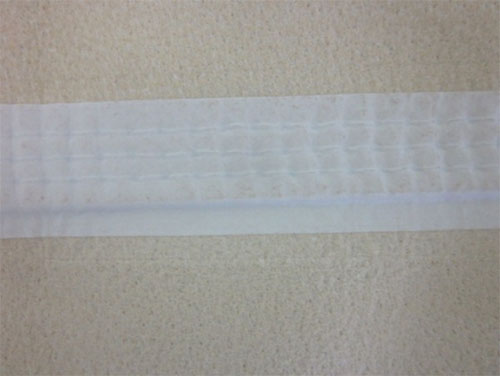
Figura 1.3: Diagrama esquemático de una bolsa de filtro después de aplicar cinta adhesiva



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy